 en
en English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى
How to Choose the Optimal VFD Cable for Industrial Motors
Content
- 1. Understanding the VFD Operating Environment
- 2. Key Selection Criteria for VFD Cables
- 3. Cable Sizing and Installation Considerations
- 4. Compliance and Standards (Critical for Global Projects)
- 5. Quick Comparison: Standard Cable vs VFD Cable
- 6. Application Scenarios
- 7. Conclusion: A Strategic Investment, Not Just a Component
In modern industrial systems, the connection between a Variable Frequency Drive (VFD) and an electric motor represents one of the most electrically aggressive environments. High switching frequencies, voltage spikes, and electromagnetic interference (EMI) place extreme stress on cables.
Selecting an inappropriate cable is not just a minor design flaw—it can result in:
- Premature motor insulation failure
- Bearing damage caused by stray currents
- Increased electromagnetic interference (EMI)
- Unplanned downtime and maintenance costs
A properly engineered VFD cable is therefore critical for system reliability, safety, and long-term performance.
1. Understanding the VFD Operating Environment
Unlike traditional power supplies, VFDs use Pulse Width Modulation (PWM) to control motor speed. This creates a non-sinusoidal waveform with:
- High dv/dt (rate of voltage change)
- Reflected wave overvoltage (especially in long cable runs)
- Common-mode voltage and circulating currents
Why Standard Cables Fail
General-purpose cables such as THHN or basic PVC-insulated wires are not designed for these conditions. Over time, they may experience:
- Insulation degradation due to corona discharge
- Excessive heat buildup
- EMI leakage affecting nearby instrumentation
Result: Reduced motor life and unstable system performance.
2. Key Selection Criteria for VFD Cables
A. Insulation Type: XLPE for High-Frequency Stability
The insulation system is the first line of defense against electrical stress.
Recommended: Cross-linked Polyethylene (XLPE)
Technical Advantages:
- High dielectric strength to withstand voltage spikes
- Low dielectric loss and capacitance
- Superior thermal rating (typically 90°C–125°C)
- Strong resistance to corona discharge
Compared to PVC, XLPE significantly improves insulation longevity in high-frequency environments.
B. Advanced Shielding for EMI Control
EMI suppression is one of the most critical requirements in VFD applications.
Without proper shielding, electromagnetic noise can:
- Interfere with PLCs, sensors, and communication systems
- Cause false signals and operational errors
- Increase compliance risks in regulated environments
Recommended Shielding Structures:
- Copper Tape Shield
- Excellent for containing high-frequency noise
- Provides low impedance grounding path
- Foil + Braid Shield
- Coverage ≥85%
- Combines flexibility with high shielding effectiveness
Key Function:
A well-designed shield ensures that common-mode currents return through the cable, rather than damaging motor bearings.
C. Symmetrical Grounding Design
Cable geometry directly impacts electrical performance.
Best Practice Configuration:
- 3 phase conductors
- 3 symmetrically positioned ground conductors
Performance Benefits:
- Reduces electromagnetic field emission
- Balances ground current distribution
- Minimizes shaft voltage and bearing currents
This design is especially important in medium- and high-horsepower motors.
D. Voltage Rating and Reflected Wave Protection
Due to reflected wave phenomena, voltage peaks at the motor terminals can reach 2–3 times the nominal voltage.
Recommended Ratings:
- 600V / 1000V for standard industrial systems
- 2000V for:
- Long cable runs
- High switching frequency drives
- Critical applications
Engineering Insight:
Higher voltage-rated insulation systems provide a safety margin that significantly reduces failure risk.
3. Cable Sizing and Installation Considerations
Ampacity and Thermal Management
Correct conductor sizing must consider:
- Motor Full Load Amps (FLA)
- Ambient temperature
- Installation method (tray, conduit, open air)
- Cable grouping and derating factors
Improper sizing can lead to overheating and reduced cable lifespan.
Flexibility and Mechanical Performance
In dynamic environments, such as:
- Robotics
- Automated production lines
- Moving machinery
Use high-flex VFD cables designed for continuous motion and bending cycles.
Environmental Resistance
Industrial environments can be harsh and unpredictable.
Recommended Jacket Materials:
- TPE (Thermoplastic Elastomer):
- Excellent oil, abrasion, and chemical resistance
- Ideal for industrial and harsh environments
- Specialized PVC:
- Cost-effective
- Suitable for general industrial applications
Additional Protection Factors:
- UV resistance (outdoor installations)
- Moisture and water ingress protection
- Resistance to coolants and industrial chemicals
4. Compliance and Standards (Critical for Global Projects)
When selecting VFD cables for international projects, compliance is essential.
Common Standards to Consider:
- UL (North America)
- IEC / EN standards (Europe)
- RoHS and REACH (environmental compliance)
Choosing compliant cables ensures:
- Easier project approvals
- Reduced legal and operational risks
- Compatibility with global markets
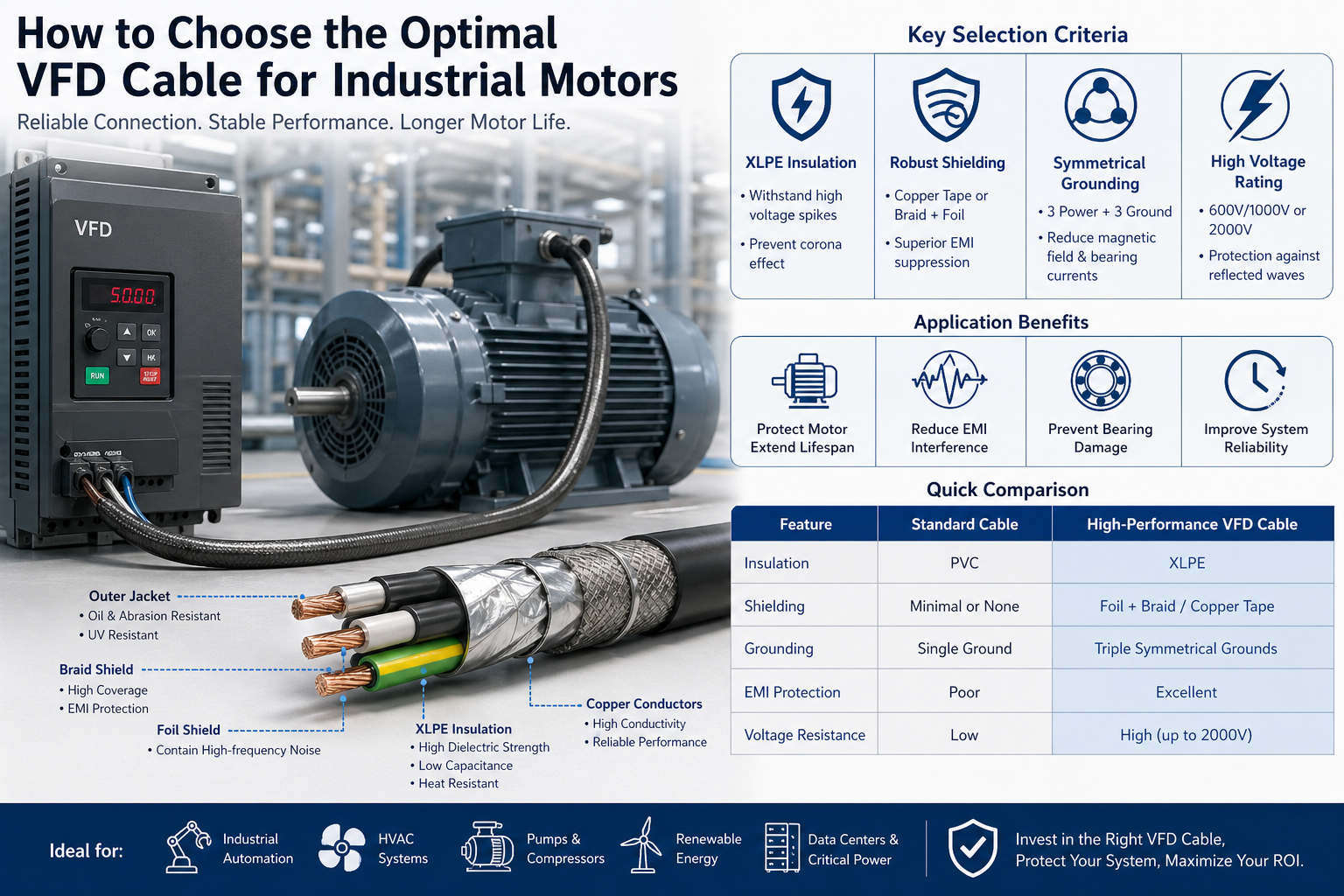
5. Quick Comparison: Standard Cable vs VFD Cable
|
Feature |
Standard Cable |
High-Performance VFD Cable |
|
Insulation |
PVC |
XLPE |
|
Shielding |
Minimal / None |
Foil + Braid / Copper Tape |
|
Grounding |
Single |
Symmetrical Multi-Ground |
|
EMI Control |
Poor |
Excellent |
|
Voltage Resistance |
Low |
High (up to 2000V) |
6. Application Scenarios
High-performance VFD cables are widely used in:
- Industrial automation systems
- HVAC systems with variable speed drives
- Pump and compressor systems
- Data centers and critical power systems
- Renewable energy systems (wind, solar)
Each of these environments requires stable, low-noise, and high-reliability power transmission.
7. Conclusion: A Strategic Investment, Not Just a Component
Choosing the right VFD cable is not simply a technical specification decision—it is a long-term investment in system reliability.
While high-performance VFD cables may have a higher initial cost, they deliver:
- Reduced maintenance and downtime
- Extended motor and equipment lifespan
- Improved electromagnetic compatibility (EMC)
- Lower total cost of ownership (TCO)
Final Insight:
A well-selected VFD cable acts as a protective barrier between your drive and motor, ensuring efficient, stable, and interference-free operation across the entire system lifecycle.









 Supply Cables")
- +86-13588204183
- No. 39 Zhiyuan Road, Deqing Economic Development Zone, Huzhou City, Zhejiang Province

Copyright © Zhejiang Huapu Cable Co., Ltd. All Rights Reserved.
 ISO 9001 Cable Manufacturer
ISO 9001 Cable Manufacturer